西门子PLC产品在Reflow回流焊设备中的应用
项目简介
2009年,劲拓公司经过反复的市场调查,决定投巨资研发新一代的回流焊设备,新一代RN(A)D回流焊设备将满足当前最新回流焊接工艺需求,在提高设备生产效率的同时,将大幅度降低生产能耗,与此同时,将完全颠覆旧机型的控制系统,打造新一代回流焊控制系统,新一代控制系统可靠性将完全达到或超过同类进口品牌设备,同时满足设备升级换代具备相当的柔性扩展。为了达到预设的研发目标,项目开始之初,对控制系统的核心控制器PLC品牌的及型号的选择,成为影响项目成败的关键因素之一。经过对系统上主流品牌PLC的各种系列PLC的反复比较,最终确定选择Siemens公司最新推出的小型PLC S7 1200作为新一代回流焊设备控制系统核心控制器。劲拓新一代RN(A)D回流焊设备于2010年春推出市场,立即受到了广大客户支持。生产效率的大幅提高、能耗的大幅降低、人性化设计等诸多优越性能受到客户的好评,设备良好的性能必须靠控制系统高度可靠性及良好的支持,推出一年多来,设备故障率极低,到目前为止,数百台设备无一例发生PLC故障。
工艺流程介绍
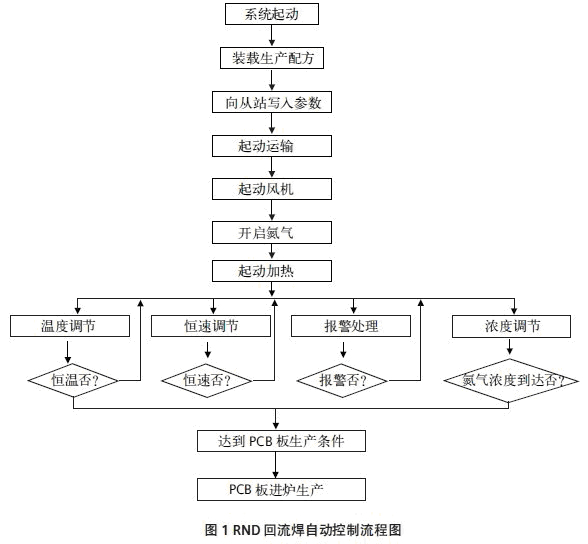
方案确定
该部分阐述此项目是基于何种考虑最终选择了SIMATIC S7-1200控制器。
SIEMENS公司作为世界知名工业自动化产品制造商,其品牌形象、产品性能已深入人心,选择SIEMENS公司控制器作为新一代回流焊设备的控制系统,符合劲拓公司打造高端回流焊、媲美进口同类设备、塑造新品牌的战略目标。
S7 1200作为SIEMENS公司刚刚推出的新一代控制器,这一产品开发使用环境的确与原来的小型PLC S7 200有很大的不同,但是SIEMENS有问必答、强大完善的技术服务方式还是更加坚定了选用S7 1200的决心。
如果说良好的品牌形象和优质的售后服务是影响我选择S7 1200不可或缺的原因,那么S7 1200能否达到本项目应用要求,才是最终确定选用S7 1200的因素,至少以下几个S7 1200的特点,是我主要考虑的因素之一。
1 友好的开发环境,为开发复杂的高质量的程序提供了良好条件。
一个项目或者一台设备的控制程序的质量取决于程序的可维护性是否良好。程序的可维护性是指设备程序在程序修改、日后维护、程序扩充、故障查找、程序调试等方面的容易性。一个高质量的程序的可维护性是相当好的,把程序交给从未接触过这一程序的工程师去应用维护时也很省心省力,要做到这一点,仅仅是靠文字的注释是做不到的,有的工程师往往走进这样一个误区:认为程序只要有注释就会没关系,或者干脆认为程序越复杂越能体现他编程的高超。事实上在完成控制目标的前提下,程序越“简单”越好,越容易维护越好。S7 1200编程环境类似于S7 300的应用开发环境,这种结构化的友好编程环境,对于编写高质量的程序是非常有益的。而其它品牌PLC的编程环境在这方面与S7 1200的Basic相比要逊色得多,如果要编一个容易维护的高质量程序,使用没有良好编程环境的PLC,就必须依赖编程工程师良好的编程习惯及高超的编程能力。
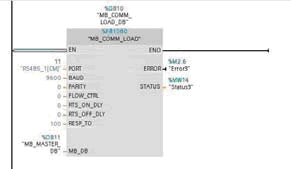
随着设备的自动化程序越来越高,设备与第三方通信不可避免,在本项目中,PLC控制器往上与电脑PC通信交换数据,往下要与温控模块、变频器、氧气分析仪等设备读写交换数据。S7 1200的通信能力与同档次的其它PLC相比,要完善和强大的多,除了具备以太网接口、可扩充三个RS-485通信模块等硬件必备条件,还开发了完善的各种通信指令包,让工程师很轻松完成与第三方设备的通信编程。例如,以工程控制中最为广泛的Modbus通信为例,S7 1200准备了完善的支持Modbus指令包,工程师只需填写几个参数,就很容易完成复杂的通信。如下图为初始化Modbus指令.
初始化Modbus指令
不管是三菱还是OMRON的PLC,从从站中读的数据,不能直接应用,必须要进行一定的“处理”。要进行高八位、低八位的数据交叉交换,再应用相应指令组合“处理”才能得到最终的数据,例如三菱FX3U对读出的数据要用XCHP指令进行高低位交叉,然后再用BTOWP指令再完成组合功能.OMRON也需要做类似的处理.这样一来,如果你读取的从站数据较多时,必须要编程一大堆数据处理程序,同时要浪费一大堆的数据寄存器进行数据的转存处理。这是一个庞大的工作量,假如你处理的数据达到几十个的话,这的确是一个艰苦的编程工作。
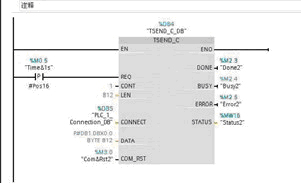
例如OMRON的PLC支持Modbus指令包,其存放数据的地址是预先固定死的,当然其长度也固定死了,**系列只指令96个字节(48个字)的读写,这意味着当你需要读取更多的数据时,将无法完成你的需求。S7 1200的通信读取的数据长度,最长能达到少呢?这一点本人没有测试过和查到数据,但在这一项目中一次读取60个字这一点是通过实践证明的。如下图程序.
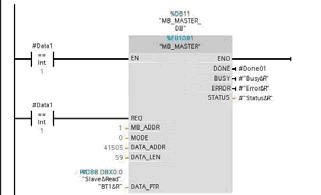
CPU1214一次从子站中读取60个数据,把温度模块所有的设定温度、实际温度、通道开关状态、PID数值、补偿值等60个字一次性读取,完成10个子站的数据读取不超过1秒。完全达到实时采集控制的要求。
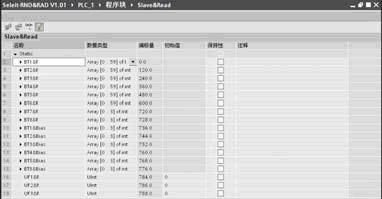
OMRON或者台达等一些PLC的通信指令包,把每次通信读取到的数据固定放在特定的寄存器中,你要使用时,再从这寄存器中“转移”出进行使用。这总味着,当PLC读取同一设备不同的数据,或者读取不同设备的数据时,你必须要非常有“计划“地根据不同的时间,把你需要的数据从公用固定的数据寄存器中“准确”地“及时”地“挪”出来,否则公用固定的数据寄存器可能被“新的”数据刷新取代,造成数据混乱。要完成这些工作,你必须有良好的编程习惯,也需编写一大堆程序进行时序处理,如果数据量大,这对一个工程师来说,绝对是个考验。S7 1200在这方面就轻松灵活多了,你可以把读到的数据放到任意定义的数据背景数据块中,非常轻松和简单。读取到的数据直接可以应用.如下图所示,所有从站读取的数据可以分配不同的地址,并且可以定义为数组方式,大大地方便了通信数据的“应用”,不需要用任何指令进行处理,也不需要“及时”转移数据,因为每一个从站都可以定义单独的数据存放地址。
2 PROFINET通信
CPU本体上集成了一个PROFINET通信口,支持以太网和基于TCP/IP的通信标准.这样无论是PC或其它设备如HMI都很方便地同S7 1200通信,例如本项目中,S7 1200通过PROFINET接口,应用SEND/RECEIVE编程接口指令包,很轻松完成与PC的通信,如下图中,CPU 1214实时与上位机PC进行数据交换
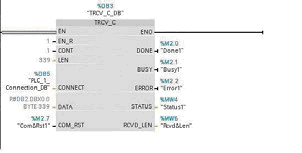
B CPU1214发送数据给上位机(PC
)
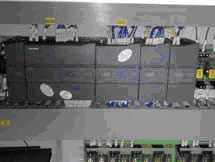
该部分主要对整个项目中围绕SIMATICs7-1200的产品硬件设计作详细的说明。最好配以带有SIMATIC S7-1200控制柜或者产品的图片加以说明。
表格1,中文图题